Տեղադրեք ձուլվածք




Կարճ նկարագրություն:
Տեղադրեք ձուլվածքպլաստիկ ներարկման ձուլման գործընթաց է, երբ պլաստմասը ներարկվում է խոռոչի մեջ և ներդիրի կտորի շուրջ կամ նույն խոռոչի մեջ տեղադրված կտորներից անմիջապես առաջ ձուլելը: Այս գործընթացի արդյունքում ստացված արտադրանքը մի կտոր է `ներդիրով կամ ներդիրներով, որոնք ծածկված են պլաստիկով:
Տեղադրեք ձուլվածքպլաստիկ ներարկման ձուլման գործընթաց է, երբ պլաստմասը ներարկվում է խոռոչի մեջ և ներդիրի կտորի շուրջ կամ նույն խոռոչի մեջ տեղադրված կտորներից անմիջապես առաջ ձուլելը: Այս գործընթացի արդյունքում ստացված արտադրանքը մի կտոր է `ներդիրով կամ ներդիրներով, որոնք ծածկված են պլաստիկով:
Տեղադրելով ձուլումը `ընդլայնում է պլաստիկի հնարավորությունները և կարող է օգնել նվազեցնել ապրանքների գինը` սահմանափակելով արտադրանքի արտադրության համար անհրաժեշտ թանկարժեք մետաղների քանակը: Ներդիրը կարող է պատրաստվել մետաղից կամ մեկ այլ պլաստմասից: Ձուլման այս տեսակն ի սկզբանե մշակվել է ձևավորված մասերը ձուլված մասերում տեղադրելու և էլեկտրական լարերի վրա լարային խրոցը միացնելու համար:
Մենք ընդլայնում ենք ձուլման այս գործընթացը `հասնելու համար այն բաների, որոնք այլ ձուլողներ չեն կարող կամ չեն կարող:
Կախված մասի չափից `արտադրությունը մեծացնելու համար կարելի է պատրաստել բազմախոռոչ: Հավաքումն ավարտելու համար երբեմն պահանջվում են երկրորդային ձուլման երկրորդային գործողություններ:
Տեղադրեք ձուլումը ձուլման ձևն է, որով ձուլվածքն օգտագործվում է տարբեր նյութերով պատրաստված ներդիրում խեժ ներարկելու համար, և հալված նյութը զուգորդվում է ներդիրի հետ և կազմում է ինտեգրված արտադրանք: Ներդրված մասերը սովորաբար մետաղական մասեր են, բայց նաև կտոր, թուղթ, մետաղալար, պլաստմասե, ապակի, փայտ, մետաղալարեր, էլեկտրական մասեր:
Տեղադրեք ձուլման գործընթացի առանձնահատկությունները հետևյալն են.
1. Անհրաժեշտ է հաշվի առնել խեժի դյուրին ձևելիության, կռման, մետաղի կոշտության, ուժի և ջերմակայունության համադրությունը և լրացումը, որպեսզի բարդ և նուրբ մետաղական պլաստմասսայական արտադրանքը դառնա:
2. Մասնավորապես, օգտագործվում է խեժի մեկուսացման և մետաղական հաղորդունակության համադրություն, և ձևավորված արտադրանքը կարող է բավարարել էլեկտրական արտադրանքի հիմնական գործառույթները:
3. Բազմակի ներդիրների նախ ձեւավորող համադրությունը ավելի խելամիտ է դարձնում արտադրանքի միավորի համակցման հետինտեխնիկան:
4. Տեղադրեք արտադրանքը չի սահմանափակվում մետաղով, այլ նաև կտորով, թուղթով, մետաղալարով, պլաստմասսայով, ապակուց, փայտից, կծիկից, էլեկտրական մասերից և այլն:
5. Ռետինե կնքման հիմքի ափսեի վրա կոշտ ձուլման արտադրանքի և ճկվող առաձգական ձուլման արտադրանքի համար կնքման օղակների դասավորության բարդ գործողությունը կարելի է խուսափել այն բանից հետո, երբ ինտեգրալ արտադրանքները կատարվեն հիմքի վրա ներարկման ձուլման միջոցով, ինչը կազմում է ավտոմատ համադրություն հետագա գործընթացներն ավելի հեշտ են:
6. Քանի որ դա հալված նյութերի և մետաղական ներդիրների միացում է, մետաղական ներդիրների միջև եղած բացը կարող է ավելի նեղ ձևավորվել, և կոմպոզիտային արտադրանքի ձուլման հուսալիությունը ավելի բարձր է, քան ձուլման մեջ մամուլը:
7. Ընտրեք խեժի և ձուլման համապատասխան պայմաններ, այսինքն `այն ապրանքների համար, որոնք հեշտությամբ վնասվում են (օրինակ` ապակի, կծիկ, էլեկտրական մասեր և այլն), դրանք կարող են նաև կնքվել և ամրացվել խեժով:
8. Ուղղահայաց ներարկման ձուլման մեքենայի և մանիպուլյատորի, ներդիրների ամբողջ փաթեթի և այլնի համադրությամբ, ներդիրների ձուլման նախագծերի մեծ մասը կարող է իրականացնել ավտոմատ արտադրություն:
9. Ներդիրի ձևավորումից հետո այն կարող է նաև վերածվել խոռոչի ակոսներով ապրանքների `առանցքի անցքի հեռացման բուժումից հետո:
Խորհուրդներ մասի ձևավորման և ներդիրների ձևավորման ձևի վերաբերյալ
1. Ներդիրների համար նյութի պահանջները. Կարծրություն, հալման կետ, կոշտություն, նեղացում
2. Արդյո՞ք ներդիրի ձևն ու չափը հարմար են վերցնելու, տեղադրելու և դիրքավորելու համար: Մասերի դիզայնը պետք է հարմար լինի ձուլման մեջ տեղադրման և ամրացման համար `հոսող խեժի ազդեցության տակ մասերի շեղումից կամ թուլությունից խուսափելու համար:
3. Ներդիրների արտադրության ճշգրտությունն ու հետեւողականությունը
4. Ընտրեք համապատասխան կաղապարի կառուցվածքը, և ներդիրները կարող են նաև ամբողջությամբ կնքվել խեժի մեջ:
5. Մետաղական ներդիրի ձևավորման նեղացումը հեշտ է անհավասար լինել: Կարևոր մասերի ձևի և չափի ճշգրտության սահմանային ստուգումը պետք է կատարվի նախապես:
6. Ներարկման գործընթացում մետաղական ներդիրը հեշտությամբ դեֆորմացվում և տեղափոխվում է, ուստի պետք է ամբողջությամբ հաշվի առնել ձուլվածքի կազմը և ձուլվածքի ձևի ձևավորումը, որը հեշտ է պահպանել մետաղական ներդիրը: Ապրանքների համար, որոնց ներդիրի ձևը հնարավոր չէ փոխել, նախնական փորձարկումն անհրաժեշտ է:
7. Հաստատեք, արդյոք մետաղական ներդիրը նախադաշտացման կամ չորացման մշակման կարիք ունի: Նպատակը արտադրանքի որակի և ձևավորման կայունության ապահովումն է:
Բնորոշ ծրագրեր.
Մետաղական ներդիրների ձուլվածք Մետաղական ներդիրների ձուլումը ամենատարածված օգտագործվող ներդիրների ձուլման գործընթացն է:
Մետաղական ներդիրի ձուլումը մի տեսակ մեթոդ է նախապես մետաղի ներդիրը պատշաճ դիրքում ձևի մեջ ամրացնելու, ապա ձուլելու համար պլաստիկ ներարկելու համար: Ձուլը բացելուց հետո ներդիրը փաթաթվում է արտադրանքի մեջ `սառեցնելով և ամրացնելով պլաստմասը, որպեսզի արտադրանքը ստացվի ներդիրներով, ինչպիսիք են պարուրաձեւ օղակը և էլեկտրոդը:
Պահանջվում է, որ ներկառուցված մետաղական ներդիրների մասերը պետք է ունենան պատշաճ կառուցվածք և հաստություն, իսկ ձուլվածքի մեջ ամրացված ներդիրների մասերը կարող են արագ և հուսալիորեն տեղակայվել `կանխելու համար պլաստիկի հոսքը ամրացնող անցքերի մեջ: Ներդիրները նաև պետք է հատուկ մշակված լինեն, ինչպիսիք են `խրթխրթան, ծալքավորումը, ոլորելը և այլն ներկառուցված մասերում` դրանց հուսալի ամրագրումն ապահովելու համար պլաստմասե ներքին մասում:
Անհատականացված մետաղական ներդիրի ձուլման մասեր.
Mestech- ը ներդիրների ձուլման մասնագիտացված ծրագիր է: Խնդրում ենք կապվել մեզ հետ `օգնելու ձեզ գտնել ձեր հավելվածի ներդիրների ձևավորման ճիշտ լուծումը:

Էլեկտրաէներգիայի խրոցակի ներդիրի ներարկման ձուլվածք

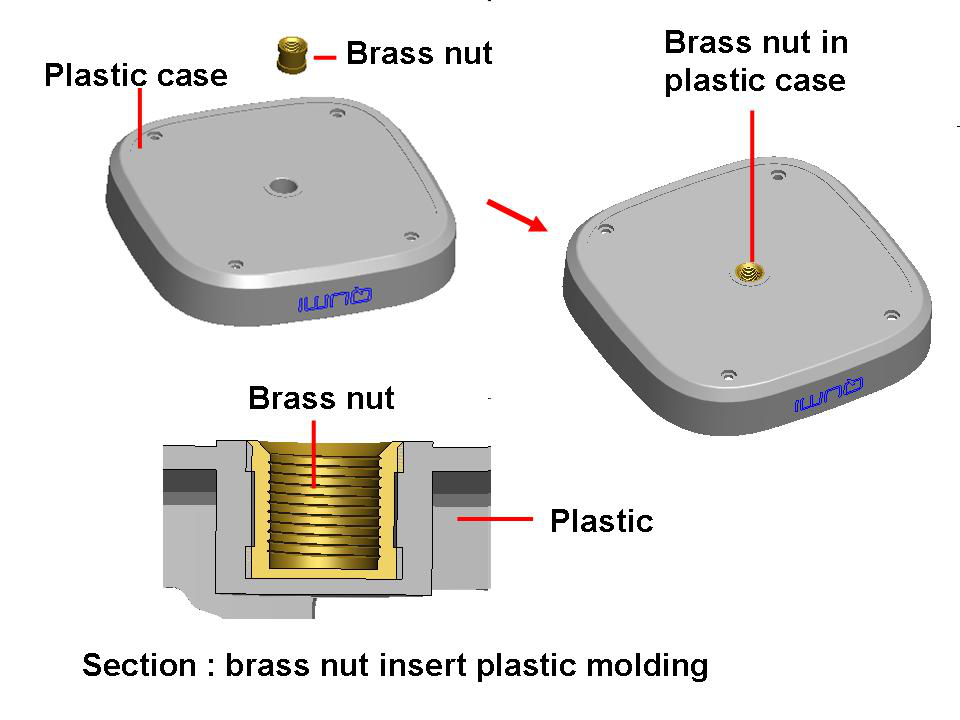
Պղնձե ընկույզի ներդիրի ձուլվածք

Metalշգրիտ մետաղական ափսեի ներդիրի ձևավորում






