Կրկնակի ներարկման ձուլվածք

Կարճ նկարագրություն:
Կրկնակի ներարկման ձուլվածք պլաստիկ ձուլման գործընթաց է, որի ընթացքում ձուլվածքների երկու հավաքածու միաժամանակ ներարկվում են նույն ներարկման մեքենայի վրա `կազմելով երկու տարբեր պլաստիկ նյութերի մի մասը:
Կրկնակի ներարկման ձուլվածք (կոչվում է նաև կրկնակի հարվածային ձուլվածք, երկգույն ներարկում):
Կրկնակի ներարկման ձուլումը պլաստմասե ձուլման գործընթաց է, որի ընթացքում ձուլվածքների երկու հավաքածու միաժամանակ ներարկվում են նույն ներարկման մեքենայի վրա `կազմելով երկու տարբեր պլաստիկ նյութերի մի մասը: Երբեմն երկու նյութերը տարբեր գույնի են, երբեմն երկու նյութեր ունեն տարբեր կարծրություն և փափկություն, այդպիսով ձեռք բերելով արտադրանքի պահանջվող մեխանիկական հատկությունները և գեղագիտությունը:
Կրկնակի ներարկումով պլաստմասե ձուլվածքի և մասերի կիրառում
Պլաստիկ մասերը, որոնք արտադրվել են թեթև կրկնակի ներարկման ձուլմամբ, լայնորեն օգտագործվել են էլեկտրոնային արտադրանքներում, էլեկտրական գործիքներում, բժշկական արտադրանքներում, կենցաղային տեխնիկայում, խաղալիքներում և գրեթե բոլոր այլ պլաստիկ դաշտերում: Արագ զարգացել են նաև երկգույն ձուլվածքների արտադրությունը և ձուլումը, ինչպես նաև երկգույն ներարկման համաձուլվածքների մեքենաների և երկգույն ներարկման համաձուլվածքների հումքի հետազոտությունն ու մշակումը:
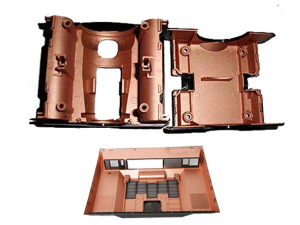
Showուցադրել կրկնակի ներարկման մասերի պատյան
Օգտագործվում են երկու տարբեր տեսակի պլաստմասսա, և այն պլաստմասսայե արտադրանքները, որոնք հստակորեն տարբերվում են երկու տեսակի պլաստմասսայից, կոչվում են կրկնակի ներարկման մասեր:
Ո՞րն է կրկնակի ներարկման ձուլման առավելությունը:
Համեմատելով ավանդական ներարկման համաձուլվածքների հետ, երկու նյութերի համատեղ ներարկման ձուլման գործընթացն ունի հետևյալ առավելությունները.
1. Մասերի ներքին և արտաքին շերտերն ընդունում են տարբեր բնութագրերով տարբեր նյութեր, ինչպիսիք են ներքին շերտում լավ ուժ ունեցողները և արտաքին մակերևույթում գունավոր կամ հատիկավոր նյութերը, որպեսզի ստանան համապարփակ կատարողականություն և արտաքին տեսքի ազդեցություն:
2. Նյութի փափուկ կոշտ համակարգում. Մասի հիմնական մարմինը օգտագործում է կոշտ նյութեր, հավաքույթի համապատասխանող մակերեսը `օգտագործելով առաձգական փափուկ խեժ (TPU, TPE), կարող է շատ լավ կնքող ազդեցություն ունենալ ապրանքի վրա, ինչպիսիք են անջրանցիկ, փոշուց անպաշտպան:
3. Ըստ օգտագործման տարբեր բնութագրերի, ինչպիսիք են ծանր մասերի մակերևութային շերտը օգտագործում է փափուկ պլաստիկ խեժ, մասի մարմինը կամ միջուկը օգտագործում են կոշտ պլաստիկ խեժ կամ փրփրված պլաստիկը կարող է նվազեցնել քաշը:
4. -ախսերը կրճատելու համար կարող են օգտագործվել ցածրորակ հիմնական նյութեր:
5. Մասերի հիմնական նյութը կարող է օգտագործել թանկարժեք և հատուկ մակերեսային հատկություններ, ինչպիսիք են `հակաէլեկտրամագնիսական միջամտությունը, բարձր հաղորդունակությունը և այլ նյութեր` արտադրանքի կատարողականությունը բարձրացնելու համար:
5. Մասերի մակերեսը կամ միջուկը կարող են պատրաստվել թանկարժեք նյութերից `հատուկ հատկություններով, ինչպիսիք են` հակաէլեկտրամագնիսական միջամտությունը, բարձր հաղորդունակությունը և այլ նյութերը `արտադրանքի կատարողականությունը բարձրացնելու համար:
6. Կեղևային և միջուկային նյութերի պատշաճ խառնուրդը կարող է նվազեցնել մնացորդային լարվածությունը, բարձրացնել մասերի մեխանիկական ամրությունը կամ մակերևութային հատկությունները:
7. Համեմատելով գերբեռնվածության հետ, այն ունի մեծ առավելություններ որակի, արժեքի և արտադրողականության տեսանկյունից:
Կրկնակի ներարկման ձուլման թերությունը
1. Անհրաժեշտ է ներդրումներ կատարել կրկնակի ներարկման ձուլման մեքենայի գնման մեջ:
2. Կրկնակի ներարկման ձուլվածքների համապատասխանությունը ճշգրտություն է պահանջում. Հետևի ձուլվածքներն ունեն նույն պահանջները: Երբ ապրանքը դիզայնի փոփոխություններ է ունենում, երկու ձուլվածքներն էլ պետք է նույն փոփոխությունները կատարեն `նույնն ապահովելու համար: Սա ավելացնում է ծանրաբեռնվածությունը մեռածի պահպանմանը:
3. Կրկնակի ներարկման համաձուլվածքների մեքենա այն է, որ երկու զույգ ձուլվածքներ կիսում են նույն ներարկման համաձուլվածքների մեքենայի տարածությունն ու ուժը, ուստի լայնածավալ արտադրանքները չեն կարող ներարկվել:
Տարբերությունը կրկնակի ներարկման ձուլման գործընթացի և գերհեռացման գործընթացի միջև
Կրկնակի ներարկման ձուլումը և գերհամաձուլումը երկուսն էլ երկրորդային ներարկման ձուլվածք են, բայց դրանք բավականին տարբեր են:
1. Overmolding գործընթացի ձուլվածքները, որոնք հայտնի են նաև որպես երկրորդային ձուլվածքներ, իրականացվում են սովորական ներարկման ձուլման մեքենաների վրա: Ապրանքը ձեւավորվում է երկու փուլով: Ապրանքը մեկ ձուլվածքների հավաքածուից հեռացնելուց հետո այն դրվում է ձուլվածքների երկրորդ շարքի մեջ `երկրորդ ներարկման ձուլման համար: Հետեւաբար, ներարկման ձուլման սովորական մեքենան օգտագործվում է գերհալեցման գործընթացում:
2. Կրկնակի ներարկման ձուլվածք այն է, որ նույն ներարկման ձուլման մեքենայի վրա երկու տեսակի պլաստմասե նյութեր են ներարկվում ՝ երկու անգամ կազմելով, բայց արտադրանքը դուրս է գալիս միայն մեկ անգամ: Ընդհանրապես, ձուլման այսպիսի գործընթացը կոչվում է նաև կրկնակի նյութի ներարկման ձուլվածք, որը սովորաբար լրացնում են ձուլվածքների երկու հավաքածուներ և պահանջում են հատուկ կրկնակի ներարկման ձուլման մեքենա:
3. Կրկնակի ներարկման ձուլումը արտադրության շարունակական եղանակ է: Այն չունի մասեր մասերի դուրս բերելու և տեղադրելու գործողություն, խնայում է պահեստամասերի վերատեղադրման ժամանակն ու սխալը, մեծապես նվազեցնում է վատ արտադրության տեմպը և մեծապես բարելավում է արտադրանքի որակը և արտադրության արդյունավետությունը `համեմատած գերհեռացման գործընթացի հետ:
4. Overmolding գործընթացը հարմար է ցածր որակի պահանջներ ունեցող և փոքր պատվերներով ապրանքների ներարկման ձուլման համար: Սահմանափակված է կրկնակի ներարկման համաձուլվածքների մեքենայի բնութագրերով, այն հիմնականում հարմար չէ ավելի մեծ մասերի ներարկման ձուլման համար:
5. Կրկնակի ներարկման համաձուլվածքների երկու առջևի ձուլվածքները պետք է լինեն նույնական, և ներծծման ձուլվածքները չունեն այդ պահանջը: Հետևաբար, կրկնակի ներարկման ձուլվածքների ճշգրտությունն ու արժեքն ավելի բարձր են, քան ներծծված ներարկման ձուլվածքները:
Կրկնակի ներարկման ձուլման գործընթացի խորհուրդները.
1. Կրկնակի ներարկման ներարկման ձուլման գործընթացում առկա են չորս հիմնական տարրերը. Կրկնակի ներարկման ձուլման մեքենա, կրկնակի ներարկման ձուլվածք, համապատասխան պլաստիկ նյութ և մասի խելամիտ ձևավորում:
2. Փափուկ և կոշտ ռետինե կրկնակի ներարկման ձուլման նյութերի ընտրություն Երկու գունավոր ներարկման ձուլման համար երկու տեսակի նյութերի հալման կետի միջև պետք է լինի որոշակի ջերմաստիճանային տարբերություն: Ընդհանրապես, առաջարկվում է, որ առաջին ներարկման նյութի հալման կետը բարձր լինի երկրորդ ներարկման նյութից, և առաջին ներարկման նյութի հալման կետը բարձր լինի երկրորդ ներարկման նյութից:
3. Թափանցիկ և ոչ թափանցիկ նյութերի ներարկման հաջորդականությունը. Առաջին կրակոցը կատարվում է ոչ թափանցիկ նյութերից, իսկ երկրորդը `թափանցիկ նյութերից: Օրինակ, ոչ թափանցիկ նյութերը սովորաբար հանդիսանում են բարձր նյութական ջերմաստիճան ունեցող ԱՀ, իսկ երկրորդ թափանցիկ նյութի համար օգտագործվում է PMMA կամ ԱՀ: ԱՀ-ն պետք է պաշտպանված լինի ուլտրամանուշակագույն ճառագայթով ցողելով: PMMA- ն կարող է ընտրել ուլտրամանուշակագույն կամ կարծրացում: Եթե մակերեսի վրա կան նիշեր, ապա այն պետք է ընտրի ուլտրամանուշակագույն:
Ի՞նչ է կրկնակի ներարկման ձուլման մեքենան:
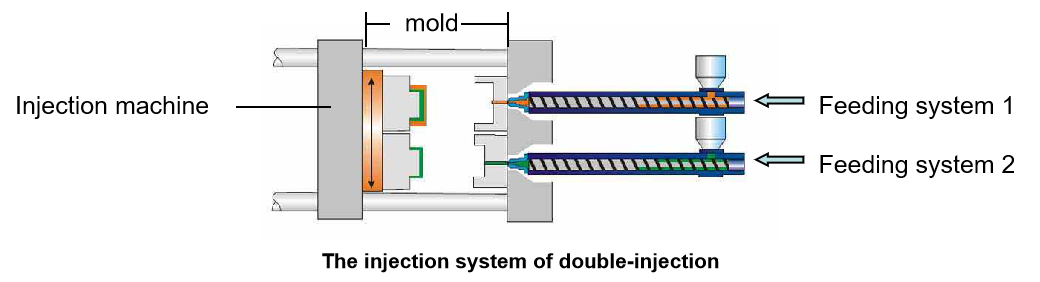
Ներարկման համաձուլվածքների մեքենան `երկու տակառով և ներարկման համակարգով և ձևի դիրքի վերափոխման մեխանիզմով, կոչվում է կրկնակի ներարկման համաձուլվածքային մեքենա, որն օգտագործվում է կրկնակի ներարկման համաձուլվածքների համար: Ներարկման ձուլման մեքենաները սովորաբար ունենում են երկու տեսակ. Զուգահեռ ներարկման ձուլման մեքենա `ներարկման պտուտակով և ուղղահայաց ներարկման ձուլման մեքենա` ներարկման պտուտակով:

Ի՞նչ է կրկնակի ներարկման բորբոսը:
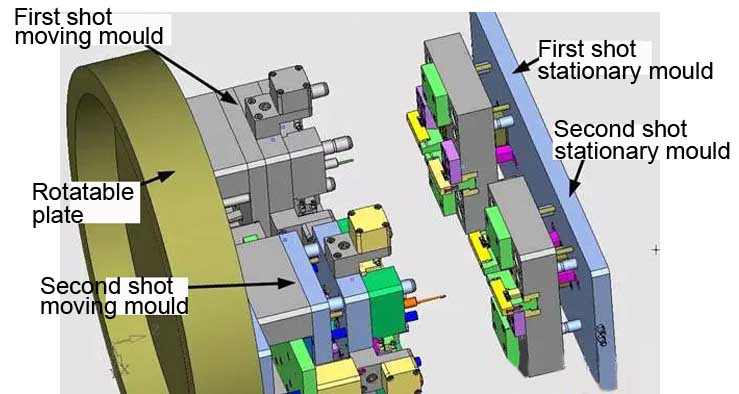
Ձևը, որը հաջորդաբար ներարկում է երկու տեսակի պլաստմասսա և արտադրում է երկու գունավոր արտադրանք, կոչվում է երկգույն ձուլվածք: Երկու գունավոր ներարկման ձուլվածքները սովորաբար երկու մասի ձուլվածքներ են, որոնք համապատասխանում են համապատասխանաբար առաջին և երկրորդ կադրերին: Երկու մահվան հետևի մահը (տղամարդու մահը) նույնն է, բայց առջևի մահը (իգական մահը) տարբեր է:
Կրկնակի ներարկման ձուլվածքները պետք է տեղադրվեն կրկնակի ներարկման ձուլման մեքենայի վրա, որպեսզի նորմալ արտադրեն:
Խորհուրդներ կրկնակի ներարկման ձուլվածքների նախագծման հարցում
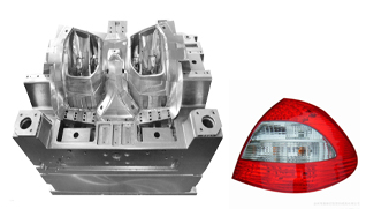
1. Ձուլվածքի միջուկը և խոռոչը
Կրկնակի ներարկման ձևի ձևավորման մասը հիմնականում նույնն է, ինչ ընդհանուր ներարկման ձուլվածքի: Տարբերությունն այն է, որ ներարկման ձուլվածքի բռունցքը երկու դիրքում պետք է համարվի նույնը, և գոգավոր ձևը պետք է լավ համագործակցի երկու բռունցքի հետ: Ընդհանրապես, այս տեսակի պլաստիկ մասերը ավելի փոքր են:
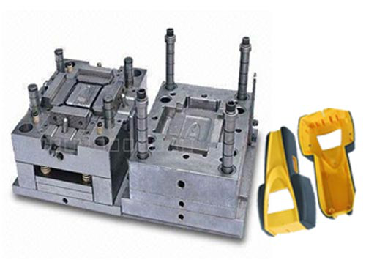
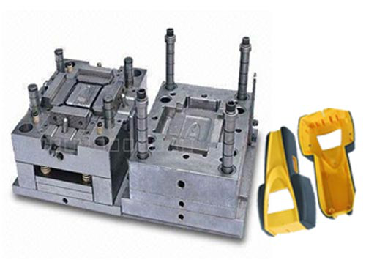
Կրկնակի ներարկման ձուլվածք
2. Արտանետման մեխանիզմ
Քանի որ երկգույն պլաստիկ մասերը հնարավոր է քանդել միայն երկրորդ ներարկումից հետո, առաջնային ներարկման սարքի ապամոնտաժման մեխանիզմը չի գործի: Հորիզոնական պտտվող ներարկման մեքենայի համար ներարկման մեքենայի արտանետման մեխանիզմը կարող է օգտագործվել արտանետման համար: Ուղղահայաց պտտվող ներարկման մեքենայի համար ներարկման մեքենայի արտանետման մեխանիզմը չի կարող օգտագործվել: Պտտվող սեղանի վրա կարելի է տեղադրել հիդրավլիկ արտանետման արտանետման արտանետման մեխանիզմ:
3. Դարպասների համակարգ
Քանի որ դա կրկնակի ներարկման ձուլվածք է, դարպասների համակարգը բաժանված է մեկ ներարկման համակարգի և երկրորդային ներարկման համակարգի, որոնք համապատասխանաբար երկու ներարկման ձուլման սարքերից են:
4, ձուլվածքների հիմքերի հետեւողականություն Քանի որ կրկնակի ներարկման ձուլման մեթոդը հատուկ է, դրա համար անհրաժեշտ է համագործակցել և համակարգել միմյանց հետ, այնպես որ երկու զույգ մահացու ուղեկցող սարքերի չափը և ճշգրտությունը պետք է համահունչ լինեն: Հորիզոնական պտտվող ներարկման ձուլվածքների համար ձուլվածքների փակման բարձրությունը պետք է լինի նույնը, և երկու ձուլվածքների կենտրոնը պետք է լինի նույն պտտվող շառավղի վրա, և տարբերությունը 180 է: Ուղղահայաց պտտվող ներարկման ձուլման մեքենայի համար `երկու զույգ ձուլվածք պետք է լինի նույն առանցքի վրա:
Կրկնակի ներարկման համաձուլվածքների մշակում
Բազմագույն ներարկման համաձուլվածքների և կրկնակի նյութերի համատեղ ներարկման համաձուլվածքների բնութագրերից և կիրառություններից կարելի է տեսնել, որ հետագայում ավանդական ներարկման համաձուլվածքների գործընթացը աստիճանաբար փոխարինելու միտում կլինի: Ներարկման ձուլման նորարարական տեխնոլոգիան ոչ միայն բարելավում է ներարկման ձուլման գործընթացի ճշգրտությունը, այլև բացում է ներարկման ձուլման գործընթացի դաշտը: Նորարարական արտանետման սարքավորումներն ու գործընթացները բավարար են բազմազան, բարձրորակ և բարձր ավելացված արժեքի ապրանքների աճող պահանջարկի բավարարման համար:
Mestech- ն առաջարկում է կրկնակի ներարկման ձևավորում ավտոմեքենաների պատյանների, ձեռքի սարքավորումների պատյանների, բարձրախոսների պատյանների, ստեղների կոճակների, բռնակների և այլ գունավոր կամ երկու նյութական արտադրանքի վրա, խնդրում ենք կապվել մեզ հետ, եթե պահանջ ունեք: